
Հարվածային ձևավորումը հիմնականում ներառում է էքստրուզիոն փչող ձևավորում (EBM), ներարկման ձգվող փչող ձևավորում (ISBM) և ներարկման փչող ձևավորում (IBM):Դա ձուլման գործընթաց է, որը հատուկ օգտագործվում է խոռոչ պլաստիկ տարաների զանգվածային արտադրության համար:Այս թողարկումը ներկայացնում է փչող ձևավորման գործընթացի երեք տեսակ՝ էքստրուզիոն փչող ձևավորում (EBM):
Գործընթացի արժեքը. վերամշակման արժեքը (միջին), մեկ կտորի արժեքը (ցածր);
Տիպիկ ապրանքներ. կոնտեյներային փաթեթավորում քիմիական արտադրանքի համար, կոնտեյներային փաթեթավորում սպառողական ապրանքների համար և կոնտեյներային փաթեթավորում դեղերի համար.
Հարմար արտադրանք. հարմար է միայն զանգվածային արտադրության համար;
Որակ. բարձր որակ, պատի նույնական հաստություն, մակերեսային մշակում, որը հարմար է հարթ, ցրտահարված և հյուսվածքի համար;
Արագություն՝ արագ, միջինը 1-2 րոպե յուրաքանչյուր ցիկլում։
Հարվածային ձևավորումը բաժանված է երեք կատեգորիայի
1. Էքստրուզիոն փչող ձևավորում (EBM). Արժեքն ամենացածրն է մյուս երկու տեսակների համեմատ, և այն հարմար է 3 միլիլիտրից մինչև 220 լիտր ծավալով պլաստիկ (PP, PE, PVC, PET) խոռոչ տարաների արտադրության համար։ .
2. Ներարկման փչող ձևավորում (IBM). շարունակելի է:
3. Ձգվող հարվածային ձևավորում (ISBM). շարունակելի է:
1. Էքստրուզիոն փչող կաղապարման (EBM) քայլեր.
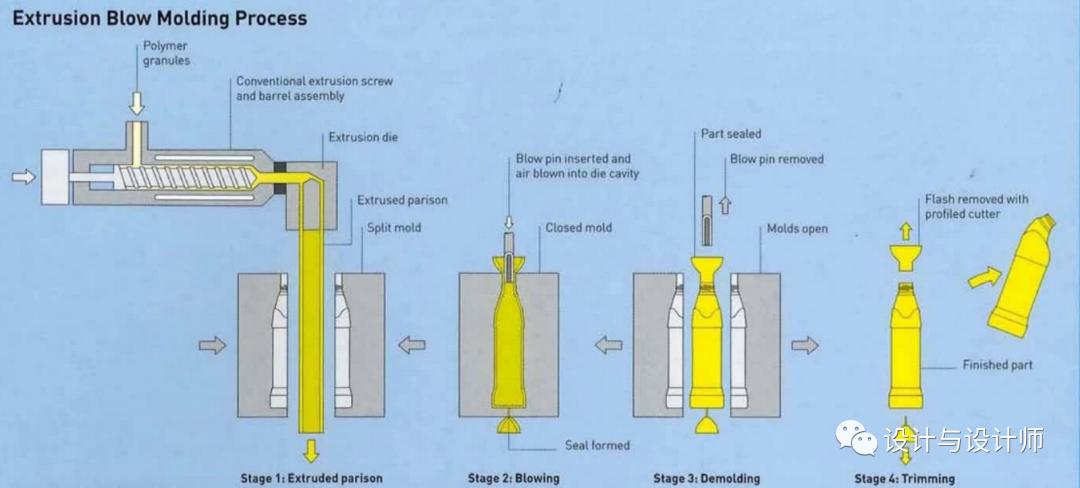
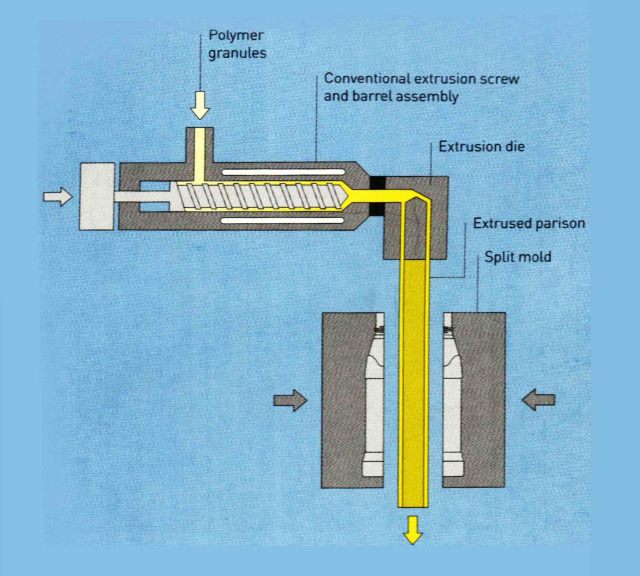
Քայլ 1. լցնել պոլիմերային մասնիկները կոշտ կաղապարի մեջ և ձևավորել կոլոիդային սնամեջ սյունաձև նախատիպ՝ մանդրելի տաքացման և շարունակական արտամղման միջոցով:
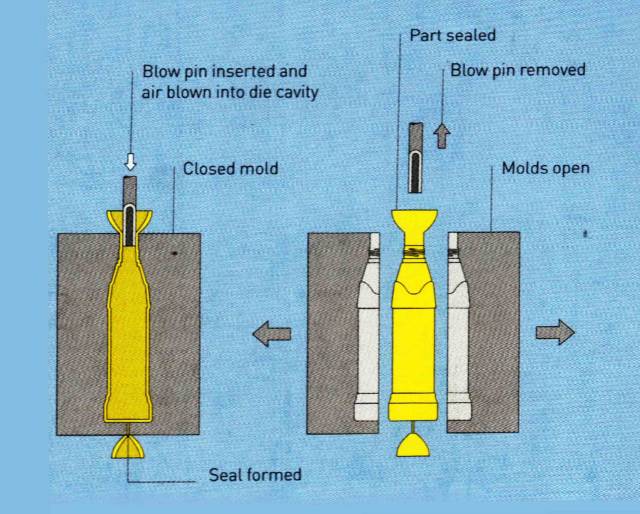
Քայլ 2. Երբ սնամեջ գլանաձև նախատիպը արտամղվում է որոշակի երկարությամբ, ձախ և աջ կողմերի կաղապարները սկսում են փակվել, նախատիպի վերին մասը սայրով կտրվելու է մեկ կտորի համապատասխան երկարությամբ, իսկ օդը կներարկվի նախատիպի մեջ փչովի ձողի միջոցով, որպեսզի նախատիպը մոտենա կաղապարի ներքին պատին, որպեսզի սառչի և կարծրանա՝ ձևավորելով ցանկալի ձևը:
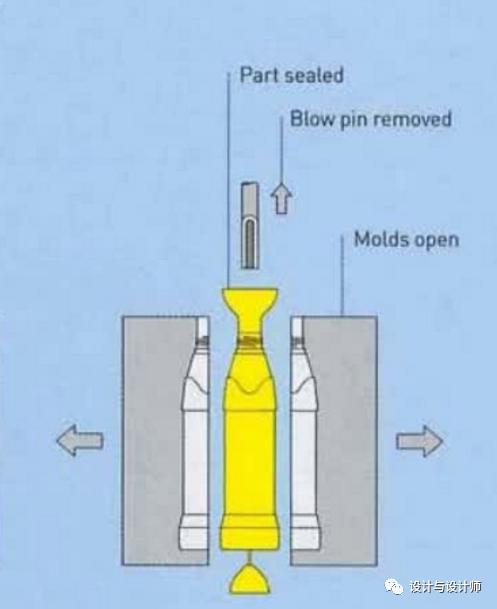
Քայլ 3. Սառեցման ավարտից հետո ձախ և աջ կողմերի կաղապարները բացվում են և մասերը քանդվում են:
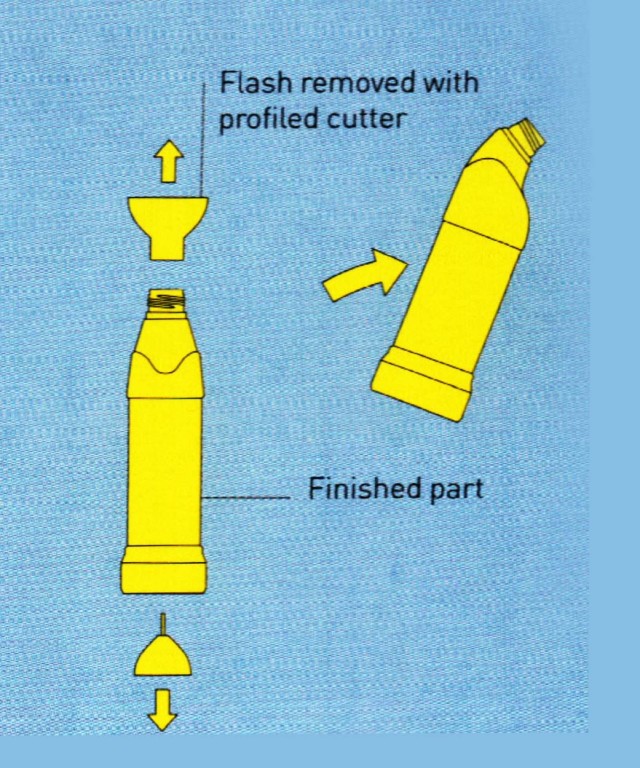
Քայլ 4. Օգտագործեք վերանորոգման գործիքը՝ հատվածը կտրելու համար:
Հրապարակման ժամանակը՝ Մար-21-2023